圆管-好品质、放心买
自成立以来,汕尾陆河万泽锦达机械制造有限公司一直专注于【圆管弯弧机】的品牌形象。经过市场的多年积淀,公司在【圆管弯弧机】产品研发方面取得了大量成果,在生产工艺、质量控制、销售服务等方面获得了很大进步。目前,我们已成为自主创新的典型企业,受到广泛认可,赢得了较高声誉。
我们实施严格的质量管理体系,每项【圆管弯弧机】工作从细节开始、分工明确、率生产、服务全球。目前客户已超过500多家,遍及国内所有省份。



主要应用区域:
公路隧道、铁路隧道、地铁隧道、水利水电引水涵洞、天然气管道、通信管道、地下通道等
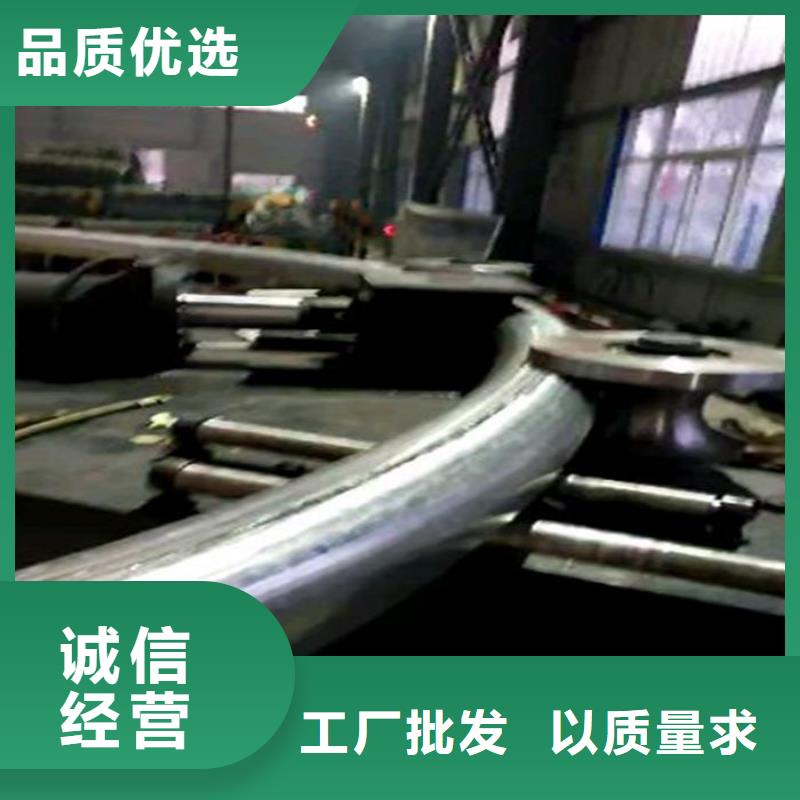
可弯型钢有:工字钢 H型钢,槽钢,V型钢,U型钢等,特殊型钢可定做。
圆管弯弧机操作流程
1.操作弯弧机前,先检查设备各部位及电气开关、液压系统、控制系统是否完好,并开空机试验。
2.弯弧机须人员操作,多人操作时需要互相配合,操作时思想要集中。
3.根据加工件工艺要求,认真控制加工程序。
4.圆管进入滚轮后注意人体压伤、割伤发生。严防手或衣物被绞入辊子内,禁止人站在工件上。
5.圆管落位后及机床开动过程中,进出料方向严禁站人。
6.调整弯曲弧度、焊接、切割圆管时,须停机。
7.使用行车配合弯管工作时,应有指挥人员,夹具选择要适当;应配合行车工、挂勾工,吊装时严格遵守起重工操作规程;弯管机运转时,行机不准改变吊物受力状况。
8.取出已弯成的圆管时,须停机并采取防止圆管坠落的措施。弯成的圆管成品应摆放整齐并垫放平稳,防止滚动伤人。



大型圆管弯管机产品讲解
随着技术的不断发展,弯管机的形式日趋多样化,弯管性能也在大幅度地提高。微型计算机、单片机、可编程控制器、交流伺服系统以及新型液压元器件和液压技术的应用,使弯管机的功能更趋完善。而数控弯管机将是现代弯管生产的主要设备。
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。


大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。



产品




- 桥梁护栏现货充裕 2026-05-03
- 无缝钢管性能可靠 2026-05-03
- 精密钢管-精密钢管货源充足 2026-05-03
- 有现货的不锈钢板销售厂家 2026-05-03
- 液压劈裂机经销商 2026-05-03
- 重信誉混流泵供货厂家 2026-05-03
- 专业销售防弹钢板-省心 2026-05-03
- 洗砂机十余年厂家 2026-05-03
- 有现货的武汉物流批发商 2026-05-03
- 不锈钢复合管护栏-生产基地-可全国发货 2026-05-03
- 乐业钢制闸门|卷扬启闭机卷扬启闭机钢闸门多家仓库发货 2026-05-03
- 襄汾防撞墙模板高速防撞墙模板定制零售批发 2026-05-03
- 川汇灭蚊蚊虫消杀服务厂家直销货源充足 2026-05-03
- 护栏现货供应 2026-05-03
- 有现货的罗茨增氧机实体厂家 2026-05-03
- 方管-欢迎选购 2026-05-03
- 方管-方管可信赖 2026-05-03
- 不锈钢管行情走势 2026-05-03
- 规格全的云阳角钢现货厂家 2026-05-03
- 奉节角钢热销好货 2026-05-03
- 东莞定制精密管的供货商 2026-05-03
联系方式
